歡迎光臨 無錫方管廠家 官網!
全國服務熱線:
18118889993
歡迎光臨 無錫方管廠家 官網!
18118889993

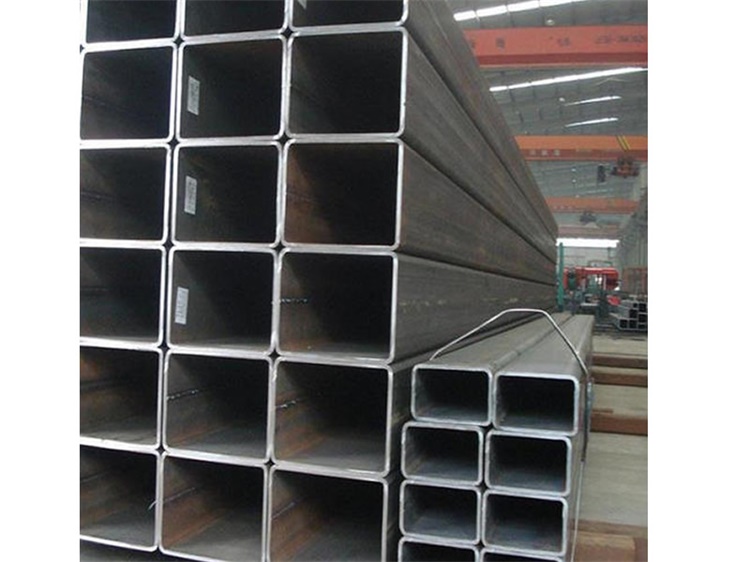
無縫方管的生產加工方法 :
大部分無縫方管加工都是無縫方管通過壓力加工,使被加工的鋼(坯、錠等)產生塑性變形。根據無縫方管加工溫度不無縫方管同以分冷加工和熱加工兩種。無縫方管的主要加工方法有:
(1) 軋制:將無縫方管金屬坯料通過一對旋轉軋輥的間隙(各種形狀),因受軋輥的壓縮使材料截面減小,長度增加的壓力加工方法,這是生產無縫方管很常用的生產方式,主要用來生產無縫方管型材、板材、管材。分冷軋、熱軋。
(2)鍛造無縫方矩管:利用鍛錘的往復沖擊力或壓力機的壓力使坯料改變成我們所需的形狀和尺寸的一種壓力加工方法。一般分為自由鍛和模鍛,常用作生產大型材、開坯等截面尺無縫方管寸較大的材料。
(3)拉撥無縫方管:是將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長度增加的加工方法大多用作冷加工。
(4)擠壓:是無縫方管將金屬放在密閉的擠壓簡內,一端施加壓力,使金屬從規定的模孔中擠出而得到有同形狀和尺寸的成品的加工方法,多用于生產有色金屬材無縫方管。
怎么去除無縫方管的銹斑?
一、無縫方管想要使除銹效果達到理想的效果,需要根據合金管表面的硬度,原始銹蝕程度,要求的表面粗糙度,涂層類型等來選擇磨料,單層環氧,二層或者是三層聚乙烯涂層,要想達到理想的除銹效果,需要采用鋼砂和鋼丸的混合磨料。因為鋼丸有強化鋼表面的作用,鋼砂有刻蝕鋼表面的作用。
二、除銹等級,對于無縫方管常用的環氧類,乙烯類,酚醛類等防腐涂料的施工工藝,一般要求的都是將合金管表面達到近白級,通過實踐得出的證明是,用這種除銹等級幾乎可以除掉所有的氧化皮,銹還有其他的污物充分的滿足了防腐層和合金管的附著力要求,而噴射除銹工藝可以用較低的費用就可以穩定可靠的使質量達到近白級的條件。
三、無縫方管在噴射處理之前,除去了合金管表面的油脂和積垢,還可以用加熱爐對管體預熱至40-60攝氏度,使合金管的表面保持干燥的狀態,因為合金管表面是不含油脂等污垢的,這樣可以增強除銹的效果,另外,干燥的合金管表面也是有利于鋼丸,鋼砂和銹和氧化皮的分離的,這樣就會使才除銹后的合金管表面更加的潔凈。
四、無縫方管想要獲得較好的均勻清潔度和粗糙度的分布,磨料的粒徑和配比的設計是相當重要的,因為粗糙度太大是很容易造成防腐層在錨紋尖峰處變薄的,同時會因為錨紋太深,就容易在防腐的過程中形成氣泡,嚴重影響著防腐層的性能。
推薦資訊